Bei der Zerspanung von Werkstoffen entsteht Hitze. Die abgetragenen Späne können durchaus 800 bis 1000° Celsius erreichen. Das die Präzisionswerkzeuge während des Zerspanungsprozesses einen großen Teil dieser Hitze abbekommen, ist nicht zu vermeiden.
Damit diese Werkzeuge jedoch eine möglichst lange Standzeit erreichen muss dafür gesorgt werden, dass die Späne von der Schneide abtransportiert werden.
Nass-oder Trockenbearbeitung
In den meisten Fällen wird diese an den Werkzeugmaschinen mit Emulsion oder Kühlschmierstoff (KSS) erledigt. Die sogenannte Nassbearbeitung, die eine Menge an Kühlschmierstoff benötigt, hat noch immer einen großen Anteil im Zerspanungsprozess.
Da Kühlschmiermittel jedoch
- ein nicht zu unterschätzender Kostenfaktor sind
- die Umwelt belasten
- Allergien bei der Fachkraft auslösen können
sollte der Einsatz des KSS wohl überlegt sein.
Alternativ zu einem Kühlschmiermittel kann man heute viele Bearbeitungen trocken (also mit Luft), oder Mindermengenschmierung (MMS) durchführen.
Nachteil der Kühlung mit Emulsion
Eine „ordentlichen Ladung“ Emulsion auf das Werkzeug (z.B. beim Fräsen mit einem beschichteten VHM Fräser) kühlt auf den ersten Blick das Werkzeug. Dennoch entsteht durch Drehzahl und Vorschub Hitze.
Ist eine der Schneiden im Eingriff bekommt sie einen kurzen Moment kein Kühlmitte ab, die Schneide erhitzt sich. Tritte die heiße Schneide nun aus dem Material und bekommt das Kühlmittel ab, entsteh ein Thermoschock.
Durch diesen Thermoschock platzt die Beschichtung minimal ab, was sich im Verlauf des Fräsvorgangs steigert. Das Ergebnis: Die Standzeit des Fräsers nimmt rapide ab.
Kühlung mit Luft
Bei der Trockenbearbeitung (egal ob beim Drehen oder Fräsen) soll der Spann mittels Luftstrom von der Schneide ferngehalten werden.
Viele Werkzeugmaschinen und Bearbeitungszentren (BAZ) haben Luftdüsen an, oder um die Spindel positioniert. Hier wird die Pressluft genutzt, die in der Werkstatt zur Verfügung steht.
Nachteil: Der Luftdruck ist begrenzt, die Eingangstemperatur liegt bei Raumtemperatur. Für den Zerspanungsprozess bzw. das Kühlen von Span und Präzisionswerkzeugen ist das meist nicht ausreichend.
Da Wärme für das Werkzeug ein Nachteil ist und so die Standzeit darunter leidet, werden meist beschichtete Werkzeuge eingesetzt um dem entgegenzuwirken. Zwar kann ein beschichtetes Werkzeug höhere Temperaturen ab, als ein nicht beschichtetes, hält ohne entsprechende Kühlung jedoch nur unwesentlich länger.
Vorteil der Kühlung mit einer Kaltluftdüse
Durch Verwendung von gekühlter Luft wird der Thermoschock vermieden und es erhöhen sich Standzeit und Schnittgeschwindigkeit. Zudem werden Späne auch aus tiefen Aussparungen entfernt.
Das Prinzip der Kaltluftdüse basiert auf der Wirkungsweise von Wirbelrohren. Gewöhnliche Druckluft wird in einen kalten und einen heißen Strom geteilt. Ohne zusätzliche Energiezufuhr durch Strom oder bewegte Teile kann die Kaltluftdüse Kühlung bis zu 630 kcal/h oder Temperaturen von ca. –40 °C erzeugen und benötigt dazu nur Fabrikdruckluft von ca. 6 bar. Ein Wasserabscheider oder eine Wartungseinheit sollte vorgeschaltet werden.
Die nachstehende Zeichnung veranschaulicht die Wirkungsweise einer Kaltluftdüse. Druckluft trifft in einem tangential angebohrten, ortsfesten Generator ein, der die Luft entlang der langen Rohrinnenwandung kreisend in Richtung des Heißluftregelventils drängt, wobei Schallgeschwindigkeit erzeugt wird.
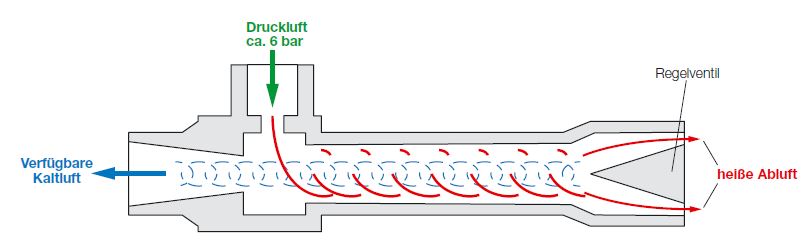
Ein Anteil der Luft entweicht durch das Nadelventil am Heißluftaustritt. Die nicht entweichende Luft wird zwangsweise durch die Mitte des Schallgeschwindigkeit-Luftstroms zurückgeführt, wobei sie einen einfachen Wärmeaustausch bewirkt.
Die innere Luftspirale mit langsamer Bewegung gibt Wärme an die äußere, schnellere Spirale ab. Wenn die innere Spirale durch die Mitte des ortsfesten Generators und aus dem Kühlluftabzug austritt, hat sie eine extrem niedrige Temperatur erreicht.
Die Fließgeschwindigkeit des äußeren Stromes (Heißluft) ist stets höher als die des inneren Stromes (Kaltluft), da ein Teil des äußeren Stromes über das Heißluftventil abgeleitet wird.
Üblicherweise wird die Kaltluftdüse bei der Hartbearbeitung, wie z.B. im Werkzeug-und Formenbau eingesetzt. Unsere Kunden setzen die Kaltluftdüse aber auch bei der Zerspanung von
- Kunststoffen
- Aluminium
- Stahlbearbeitung
erfolgreich ein. Wenn Sie mehr über das Thema Trockenbearbeitung mit der Kaltluftdüse erfahren möchten, dann freuen wir uns über Ihre Nachricht per Mail oder Telefon.
Rundum Sorglos Paket
Bei der Zusammenarbeit mit unseren Kunden ist uns wichtig, dass sich die Mitarbeiter auf ihre Kernaufgaben konzentrieren können. Wir wollen dem Kunden schließlich Arbeit abnehmen und nicht zusätzlich Arbeit bringen.
- Die Anforderungen des Anwenders von Anfang an besprochen
- Alles was dem Kunden wichtig ist, wird dokumentiert
- Wir erarbeiten ein passendes Konzept – der Kunde prüft, ob es für ihn passt und rentabel ist
Wenn wir Sie ebenfalls in Puncto
- Werkzeugeinsatz-Optimierung
- Sonderwerkzeuge
- Unternehmens-und Strategieberatung für Lohnfertiger
- IT-Grundschutz Beratung für Lohnfertiger
unterstützen können, dann sprechen Sie uns unverbindlich an
- Kontakt per E-Mail
- Kontakt per Telefon 0 22 34/9999 880




