Blog
Prozessoptimierung des Bauteils mit Sonderwerkzeugen
Der Geschäftsführer eines Lohnfertigungsbetriebes, mit dem ich schon länger über die sozialen Business-Netzwerke verbunden bin, bat mich um Unterstützung in Punkto Werkzeugeinsatz-Optimierung, da er einen Auftrag mit 144 komplizierten Bohrungen pro Bauteil zu fertigen hatte
Komplizierte Bauteile - eine echte Herausforderung
Der Geschäftsführer hat schon des Öfteren Anfragen seines Kunden erhalten, ein Auftrag kam jedoch bisher nicht zustande. Nun war wieder eine Anfrage da, und der Geschäftsführer wollte diesmal den Auftrag unbedingt haben.
Die einzige Chance den Zuschlag für diese Teile zu erhalten lag darin, dass man die Bauteile so produktiv und schnell wie möglich fertigt, um auf die vom Kunden vorgegeben Preisvortsellung eingehen zu können.
Bereits im Anfrageprozess bat mich mein Netzwerk-Kontakt um meine Einschätzung und um Vorschläge, welche Möglichkeiten ich sehe die Teile so produktiv und effektiv wie möglich zu fertigen.
Bei der ersten Besprechung war uns beiden klar, dass es hier zu 99% nur mit Sonderwerkzeugen funktionieren würde.
Bearbeitung von einer Seite war Voraussetzung
Bei den Bauteilen handelte es sich um Blöcke aus Aluminium, in denen 144 Stufenbohrungen mit Gewinde, Passungen, Schrägen und Fasen zu fertigen waren. Aufgrund der Form-und Lagetoleranzen war eine Bearbeitung von zwei Seiten ausgeschlossen. Insgesamt sollten im Auftragsfall ca. 30 dieser Blöcke gefertigt werden.
In einem Brainstorming hat der Geschäftsführer mir berichtet, dass die Fertigung auf einem BAZ mit Innenkühlung (ca. 40 bar) stattfinden wird. Die Spannung der Teile war als gut zu bezeichnen. Aufgrund dieser und weiterer Informationen habe ich mich dann an die Arbeit gemacht.
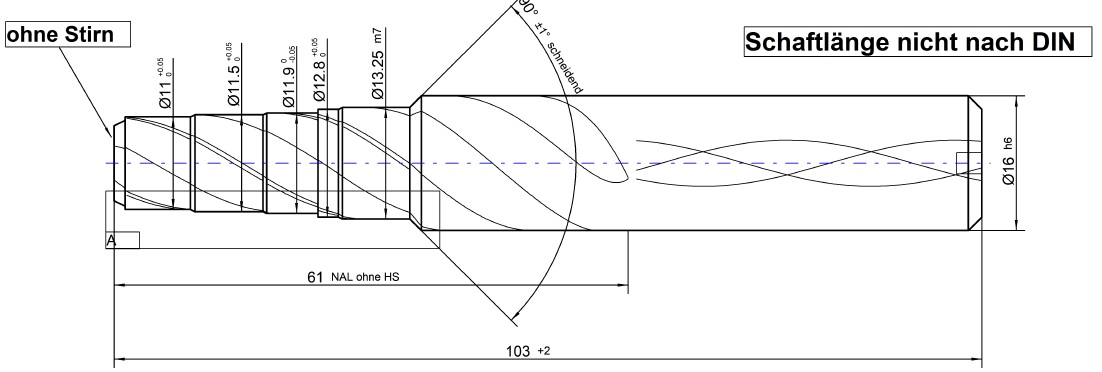
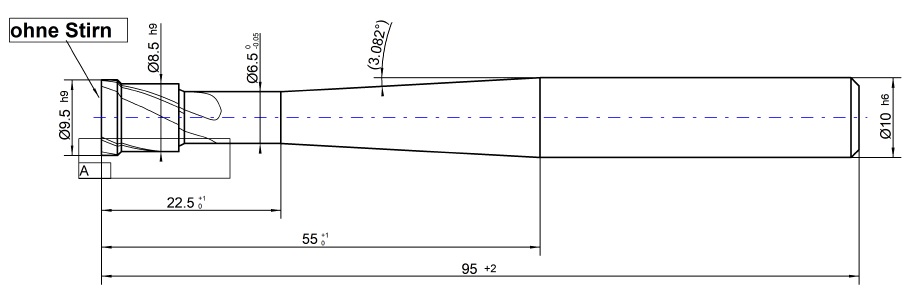
Der besondere Fokus lag hier auf die Stufenbohrungen, die alle ziemlich eng toleriert waren.
Konstruktion und Kalkulation der in Frage kommenden Werkzeuge
Ich habe mich intensiv mit den Spezialisten aus dem HPW-Expertenpool über die Anforderungen Rahmenbedingungen unterhalten, entsprechende Vorschläge ins Spiel gebracht und mehrere Lösungsansätze erhalten.
Diese habe ich unserem Interessenten präsentiert und ein, für ihn passendes, Angebot mit einer Einsatzempfehlung erstellt. Unser Lösungsansatz war denn die Basis für die Kalkulation und das Angebot an den Endkunden.
Der Vorgang ruhte dann fast drei Monate, bis der Auftrag letztendlich an unseren Interessenten und uns erteilt wurde.
Prüfung und Fertigung der Sonderwerkzeuge ergaben weitere Vorteile
Zunächst wurden für Sonderwerkzeuge Zeichnungen erstellt, die der Kunde intensiv geprüft hat. In diesem Dialog-Prozess haben sich Optimierungsansätze ergeben, die weitere Vorteile für die Fertigung bringen würden.
Unter anderem konnte der Sonder- T-Nutenfräser so konzipiert werden, dass der Arbeitsgang „Fase fräsen“ mit diesem Sonderwerkzeug gleich miterledigt werden konnte. Hierdurch würde man einen zusätzlichen Werkzeugwechsel, ein Werkzeug und einiges an Zeit einsparen.
In der Hektik des Tagegeschäfts ist dem Kunden bei der Prüfung des Sonder-Fräsers leider ein Fehler passiert. Ein Maß stimmte nicht, was er übersehen und erst im Einsatz festgestellt hat.
Hierdurch war der ursprüngliche Zeitvorteil nun nicht mehr gegeben. Dennoch bestätigte der Kunde, dass der Fräser bei entsprechend kleiner Zustellung seine Arbeit hervorragend erledigt.
Lieferzeit der Sonderwerkzeuge anfangs entspannt, dann doch dringend
Unser Kunde hatte in den Auftrag einen großen Zeitpuffer einkalkuliert, sodass eine Fertigung der Sonderwerkzeuge mit ca. 6 Arbeitswochen recht entspannt war. Leider drohte eine verspätete Auslieferung der Werkzeuge, die durch unvorhergesehene Dinge bei unserm Partner eintraten.
Da unser Kunde jedoch die Bauteile nach der Zerspanung zur weiteren Behandlung an externe Firmen geben musste, hätte dies zu einer massiven Verzögerung des gesamten Prozesses geführt. Dieser aufkommende Engpass musste auf jeden Fall verhindert und gelöst werden.
Aus der Praxis ist mir bekannt, dass Sonderwerkzeuge meist sehr kurzfristig zur Verfügung stehen müssen. Aus diesem Grund haben wir Möglichkeiten in einer speziellen Fertigungslinie, sehr schnell und kurzfristig zu reagieren.
Da ich meinem Kunden von Anfang an zugesagt habe, dass die Sonderwerkzeuge pünktlich geliefert werden, habe ich den Auftrag auf unsere Kosten in die „Eil-Schuss-Fertigung“ umgeleitet.
8 Arbeitstage später wurden die Sonderwerkzeuge, sogar noch weit vor dem ursprünglich genannten Termin, an unseren Kunden ausgeliefert.
Feedback nach erfolgter Fertigung
Einige Wochen nach Lieferung habe ich mich beim Geschäftsführer erkundigt. Die Sonderwerkzeuge haben zur Zufriedenheit funktioniert, der Zeiteinsatz und die Ergebnisse waren nach den Vorstellungen unseres Kunden. Im Laufe des Gesprächs sind dann weitere Ideen entstanden, wie die Werkzeuge – insbesondere das Stufenwerkzeug – noch weiter optimiert werden kann.
Diese Optimierungen werden bereits vorbereitet, damit im nächsten Auftragsfall ohne weitere Verzögerungen gefertigt werden kann. Ebenfalls prüfen wir, ob eine Nacharbeit am Sonder-T-Nutenfräser möglich ist.
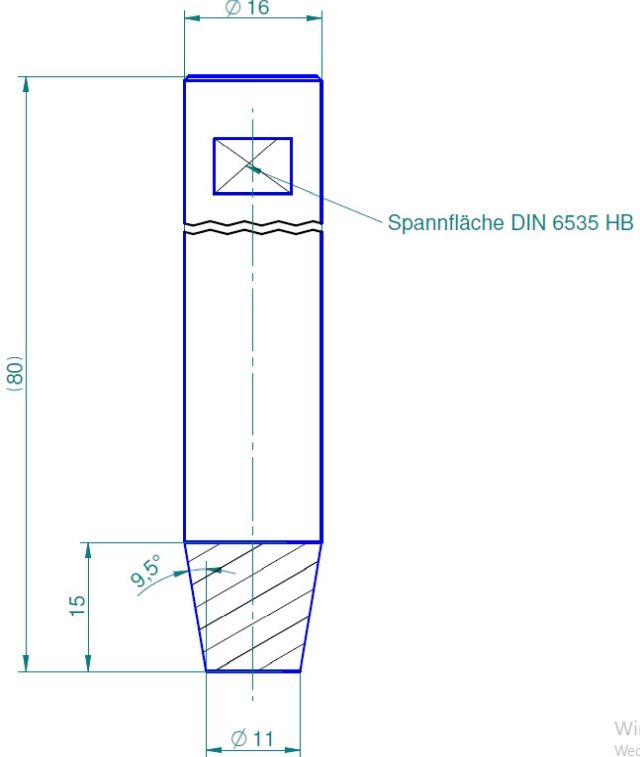
Hier noch einige Impressionen des Bauteils und der Sonderwerkzeuge

Rundum Sorglos Paket
Bei der Zusammenarbeit mit unseren Kunden ist uns wichtig, dass sich die Mitarbeiter auf ihre Kernaufgaben konzentrieren können. Wir wollen dem Kunden schließlich Arbeit abnehmen und nicht zusätzlich Arbeit bringen.
- Die Anforderungen werden gleich am Anfang besprochen
- Alles was dem Kunden wichtig ist, wird dokumentiert
- Wir erarbeiten ein passendes Konzept, dass der Kunde prüft und frei gibt
Wenn wir Sie ebenfalls in Puncto
- Werkzeugeinsatz-Optimierung
- Sonderwerkzeuge
- Unternehmens-und Strategieberatung für Lohnfertiger
- IT-Grundschutz Beratung für Lohnfertiger
unterstützen können, dann sprechen Sie uns unverbindlich an
- Ihre Anfrage per Mail
- Ihre Anfrage per Telefon +49 22 33/80 80 770
Weitere Beiträge
Aktuellste Beiträge
-

KMU in der Zerspanung: Warum Investitionen in Maschinen oft die falsche Lösung sind
08.07.2025 -

Risiko Gewindebohrer: Warum das Fräsen oft die bessere Wahl ist
11.06.2025 -

Kein Backup, kein Mitleid - weshalb eine Datensicherung für ein Unternehmen überlebenswichtig sein kann
28.05.2025 -

Sonder-Aufnahme mit MK für Gewindebohrer
21.05.2025 -
Schnelle Lösungen für Sonderwerkzeuge: Ein Kunde gibt erfreuliches Feedback
19.05.2025
Kategorien
- Dies & Das (20)
- Optimierung (62)
- Schleifen & Beschichten (9)
- Sonderwerkzeuge (70)
- Technologie (16)
- Tipps & Ideen (34)
- Strategie (38)
Archiv
- Juli 2025 (1)
- Juni 2025 (2)
- Mai 2025 (5)
- April 2025 (2)
- März 2025 (1)
- Februar 2025 (2)
- Januar 2025 (1)
- November 2024 (1)
- Oktober 2024 (1)
- September 2024 (3)
- Juli 2024 (1)
- Juni 2024 (2)
- Mai 2024 (2)
- April 2024 (1)
- März 2024 (3)
- Dezember 2023 (1)
- November 2023 (1)
- Oktober 2023 (4)
- September 2023 (1)
- August 2023 (3)
- Juli 2023 (1)
- Juni 2023 (7)
- Mai 2023 (4)
- April 2023 (2)
- März 2023 (2)
- Dezember 2022 (1)
- November 2022 (2)
- September 2022 (2)
- August 2022 (4)
- Mai 2022 (3)
- Februar 2022 (3)
- Januar 2022 (3)
- November 2021 (2)
- Oktober 2021 (2)
- September 2021 (2)
- August 2021 (2)
- Juli 2021 (2)
- Juni 2021 (3)
- Mai 2021 (4)
- April 2021 (2)
- März 2021 (1)
- Februar 2021 (6)
- Januar 2021 (2)
- Dezember 2020 (1)
- November 2020 (1)
- Oktober 2020 (2)
- September 2020 (2)
- August 2020 (2)
- Juli 2020 (4)
- Juni 2020 (4)
- Mai 2020 (2)
- April 2020 (4)
- März 2020 (6)
- Februar 2020 (3)
- Dezember 2019 (1)
- November 2019 (2)
- September 2019 (3)
- August 2019 (1)
- Juni 2019 (1)
- März 2019 (5)
- Februar 2019 (4)
- Dezember 2018 (3)
- November 2018 (2)
- Oktober 2018 (4)
- September 2018 (2)
- Juli 2018 (1)
- Juni 2018 (6)
- Mai 2018 (4)
- April 2018 (1)
- März 2018 (2)
- Februar 2018 (3)
- Dezember 2017 (1)
- Oktober 2017 (5)
- August 2017 (1)
- Juni 2017 (2)
- März 2017 (4)
- Februar 2017 (6)
- Januar 2017 (4)
- Dezember 2016 (1)
- November 2016 (1)
- Oktober 2016 (1)
- September 2016 (2)
- August 2016 (3)
- Juli 2016 (2)
- Juni 2016 (3)
- Mai 2016 (5)
- April 2016 (2)
- März 2016 (4)
- Februar 2016 (3)
- Januar 2016 (1)
- Dezember 2015 (2)
- November 2015 (2)
- Oktober 2015 (1)
- September 2015 (3)
- August 2015 (5)
- Juli 2015 (3)
- Juni 2015 (3)
- Mai 2015 (1)
- April 2015 (1)
- März 2015 (4)