Blog
Tipps zur Fehleranalyse beim Gewindebohren
Das Gewindebohren ist in vielen Fertigungsprozessen ein großer Bestandteil des Arbeitsschritts. Je nach Anforderung, ist auf eine genaue Handhabung und Einsatz der geeigneten Gewindebohrer zu achten.
Generell stellt das Gewindebohren in der Fertigung kein Problem dar, da es für jeden Anwendungsfall das optimale Werkzeug zu beschaffen ist. Dennoch kann es im Prozess zu Problemen kommen. Entweder ist die Standzeit nicht gut genug, oder die Qualität des geschnittenen Gewindes ist nicht zufrieden stellend.
Für den Fall, dass es bei Ihnen einmal zu Problemen kommt, habe ich nachfolgend ein paar Tipps zu einer ersten und schnellen Fehleranalyse bzw. -beseitigung zusammengestellt.
Erläuterung: zunächst beschreibe ich eine mögliche Fehlerursache. Nach dem Symbol "=>" kommen die Tipps zur Abhilfe.
Gewinde wird zu groß
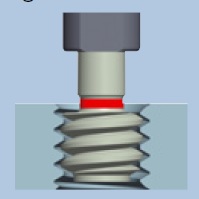
Grafik: EMUGE Werk
- falsches Werkzeug gewählt
=> Gewindebohrer für das richtige Material einsetzen - Schneidengeometrie ungeeignet
=> Gewindebohrer für das richtige Material einsetzen - zu kleine Kernlochbohrung
=> Vorbohrdurchmesser prüfen - Winkel- oder Positionsfehler der Kernlochbohrung
=> auf korrekte Werkstückspannung achten - Kaltaufschweißungen (Materialaufschweißung) =>
a) neues Werkzeug einsetzen
b) Kühlschmierung verbessern
c) oberflächenbehandelte (z. B. beschichtete) Gewindebohrer einsetzen - Schnittgeschwindigkeit zu hoch
=> Schnittgeschwindigkeit verringern - Spänestau
=> Gewindebohrer mit optimalerer Geometrie einsetzen - Toleranzangabe auf dem Gewindebohrer ist nicht identisch mit der Toleranzangabe auf der Zeichnung oder der Gewindelehre
=> den für die Toleranz entsprechenden Gewindebohrer verwenden
Gewinde wird zu eng

Grafik: EMUGE Werk
- Toleranzangabe auf dem Gewindebohrer ist nicht identisch mit der Toleranzangabe auf der Zeichnung oder der Gewindelehre
=> den für die Toleranz entsprechenden Gewindebohrer verwenden
Gewinde wird scheinbar mit Bohrungstiefe zu eng

Grafik: EMUGE Werk
- es wurde mit falschem Anschnittdruck geschnitten, dann
a) mit Zwangsvorschub arbeiten,
b) Gewindeschneidfutter mit Längenausgleich einsetzen - Winkel- oder Positionsfehler der Kernlochbohrung, dann
auf korrekte Werkstückspannung achten
Gewindeoberfläche unsauber
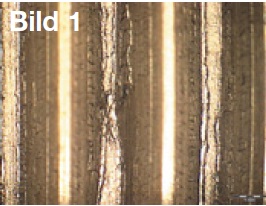
Foto: EMUGE Werk
- Schneidengeometrie ungeeignet
=> den optimalen Gewindebohrer für das zu bearbeitende Material wählen - Spänestau
=> Gewindebohrer mit optimalerer Geometrie einsetzen - Werkzeugüberlastung infolge großer Steigung und/oder zähharter Werkstoffe
=> Satz-Gewindebohrer verwenden und auf ausreichend Schmierung achten (evtl. Schneidpaste verwenden) - Kaltaufschweißungen (Materialaufschweißung) =>
a) Kühlschmierung verbessern,
b) oberflächenbehandelte (z. B. beschichtete) Gewindebohrer einsetzen - Kühlschmiermittel in Zusammensetzung und Zufuhr ungenügend
=> für geeignete und ausreichende Kühlschmiermittelzufuhr sorgen - Schnittgeschwindigkeit zu hoch =>
a) Schnittgeschwindigkeit verringern
b) Kühlschmierung verbessern
Standzeit zu gering

Foto: HPW Hagelberg Präzisionswerkzeuge GmbH
- alle unter "Gewindeoberfläche unsauber" angeführten Gründe
=> siehe Abhilfe "Gewindeoberfläche unsauber" - verfestigte Wandung des Kernlochs durch stumpfe Kernlochbohrer
=> Bohrwerkzeug rechtzeitig nachschärfen bzw. auswechseln - vergütete bzw. einsatzgehärtete Werkstücke =>
a) wenn möglich, Wärme-und Oberflächenbehandlung erst nach dem Gewindeschneiden durchführen
b) optimalen Gewindebohrer verwenden - das zu bearbeitende Material hat sich in Gefüge und Härte verändert
=> Materialprüfung vornehmen und evtl. anderen Gewindebohrer-Typ einsetzen - Kühlschmiermittel in Zusammensetzung und Zufuhr ungenügend
=> für geeignete und ausreichende Kühlschmiermittelzufuhr sorgen - falscher Gewindebohrer-Typ
=> optimaleres Werkzeug einsetzen
Werkzeugausbrüche oder Werkzeuggewaltbruch
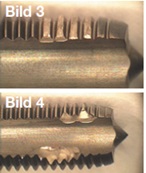
Foto: EMUGE Werk
- Spänestau bzw. Spanverklemmungen
=> optimaleres Werkzeug einsetzen - Kernlochbohrung zu klein vorgebohrt
=> Vorbohrdurchmesser nach der jeweiligen Norm beachten - Winkel- oder Positionsfehler der Kernlochbohrung
=> auf korrekte Werkstückspannung achten - auflaufen des Gewindebohrers auf Kernlochgrund
=> Gewindeschneidfutter mit Längenausgleich und Drehmoment-Überlastsicherung einsetzen - Schneidengeometrie für den Einsatzfall ungeeignet
=> optimaleres Werkzeug einsetzen.
Bitte beachten Sie, dass die Tipps nur allgemeine Problemstellungen beschreiben. Wenn Sie spezielle Probleme haben, sind weitere Informationen wie z. B. Aufspannsituation, Werkstoffinformationen, Information zur Maschine etc. nötig.
Ich hoffe, dass Ihnen die Tipps weiterhelfen können und wünsche Ihnen allzeit gute Ergebnisse.
Rundum Sorglos Paket
Bei der Zusammenarbeit mit unseren Kunden ist uns wichtig, dass sich die Mitarbeiter auf ihre Kernaufgaben konzentrieren können. Wir wollen dem Kunden schließlich Arbeit abnehmen und nicht zusätzlich Arbeit bringen.
- Die Anforderungen werden gleich am Anfang besprochen
- Alles was dem Kunden wichtig ist, wird dokumentiert
- Wir erarbeiten ein passendes Konzept, dass der Kunde prüft und frei gibt
Wenn wir Sie ebenfalls in Puncto
- Werkzeugeinsatz-Optimierung
- Sonderwerkzeuge
unterstützen können, dann sprechen Sie uns unverbindlich an:
- Ihre Anfrage per Mail
- Ihre Anfrage per Telefon: 0 22 33/80 80 770
Weitere Beiträge
Aktuellste Beiträge
-
Die Herausforderungen von Unternehmen aus der Branche der Zerspanung: Eine Umfrageanalyse
08.04.2024 -

Sonderwerkzeug T-Nutenfräser aus HSSE
08.03.2024 -

Effektiver Displayschutz für Touch-Bildschirme an CNC Werkzeugmaschinen
01.03.2024 -
Die Gefahr der Kundenabhängigkeit im Geschäftsleben: Ein schleichender Prozess mit verheerenden Folgen
15.12.2023 -

CNC-Lohnfertiger der Zukunft: Strategische Weichenstellungen für nachhaltigen Erfolg
08.11.2023
Kategorien
- Dies & Das (20)
- Optimierung (55)
- Schleifen & Beschichten (9)
- Sonderwerkzeuge (67)
- Technologie (14)
- Tipps & Ideen (30)
- Strategie (32)
Archiv
- April 2024 (1)
- März 2024 (3)
- Dezember 2023 (1)
- November 2023 (1)
- Oktober 2023 (4)
- September 2023 (1)
- August 2023 (3)
- Juli 2023 (1)
- Juni 2023 (7)
- Mai 2023 (4)
- April 2023 (2)
- März 2023 (2)
- Dezember 2022 (1)
- November 2022 (2)
- September 2022 (2)
- August 2022 (4)
- Mai 2022 (3)
- Februar 2022 (3)
- Januar 2022 (3)
- November 2021 (2)
- Oktober 2021 (2)
- September 2021 (2)
- August 2021 (2)
- Juli 2021 (2)
- Juni 2021 (3)
- Mai 2021 (4)
- April 2021 (2)
- März 2021 (3)
- Februar 2021 (6)
- Januar 2021 (2)
- Dezember 2020 (1)
- November 2020 (1)
- Oktober 2020 (2)
- September 2020 (2)
- August 2020 (2)
- Juli 2020 (4)
- Juni 2020 (4)
- Mai 2020 (2)
- April 2020 (4)
- März 2020 (6)
- Februar 2020 (3)
- Dezember 2019 (1)
- November 2019 (2)
- September 2019 (3)
- August 2019 (1)
- Juni 2019 (1)
- März 2019 (5)
- Februar 2019 (4)
- Dezember 2018 (3)
- November 2018 (2)
- Oktober 2018 (4)
- September 2018 (2)
- Juli 2018 (1)
- Juni 2018 (6)
- Mai 2018 (4)
- April 2018 (1)
- März 2018 (2)
- Februar 2018 (3)
- Dezember 2017 (1)
- Oktober 2017 (5)
- August 2017 (1)
- Juni 2017 (2)
- März 2017 (4)
- Februar 2017 (6)
- Januar 2017 (4)
- Dezember 2016 (1)
- November 2016 (1)
- Oktober 2016 (1)
- September 2016 (2)
- August 2016 (3)
- Juli 2016 (2)
- Juni 2016 (3)
- Mai 2016 (5)
- April 2016 (2)
- März 2016 (4)
- Februar 2016 (3)
- Januar 2016 (1)
- Dezember 2015 (2)
- November 2015 (2)
- Oktober 2015 (1)
- September 2015 (3)
- August 2015 (5)
- Juli 2015 (3)
- Juni 2015 (3)
- Mai 2015 (1)
- April 2015 (1)
- März 2015 (4)