Blog
Das Sonderwerkzeug läuft nicht - wir sind an einer Lösung dran
In meinem Beitrag Nicht immer ist der Einsatz eines Sonderwerkzeus erfolgreich, habe ich beschrieben, dass wir mit unserer angedachten Lösung keinen Erfolg hatten. Wie es weiter geht, habe ich in diesem aktuellen Beitrag zusammengefasst.
Termin vor Ort mit Unterstützung von Spezialisten
Da ich den Kunden mir seinem ungelösten Problem ja nicht alleine lassen kann, habe ich mich mit zwei Spezialisten aus dem HPW-Expertenpool beraten und dem Kunden einen gemeinsamen Termin vor Ort angeboten. Dieser war nun vergangene Woche.
Mir ist extrem wichtig, dass der Kunde eine umfassende Betreung von uns erhält und so zu den Ergebnissen gelangt, die er sich vorstellt und die auch notwendig sind.
Mit dem Kunden hatte ich vereinbart, dass wir das Werkzeug nochmals einsetzen und zwar an einem Reststück des Bauteils, wo die schlechten Fräsergenisse vorkamen, und an einem Aluminium Block um weitere Erkenntnisse zum Verhalten des Werkzeugs zu gewinnen.
Da Werkzeugeinsatz-Optimierung nicht nur auf das Werkzeug beschränkt ist, und ich sämtliche Rahmenbedingungen rund um die Maschine betrachte, hatte ich auch einen Spezialisten für die Spanntechnik hinzugezogen. Die Problematik der richtigen Werkzeugspannung wird leider häufig übersehen.
Einsatz des Fräsers am Reststück
Durch die einzelnen Stege des Strangrpressprofils ist die Einsatzbedingung nicht ideal, da hier immer Schwingungen auftreten. Wieder ist das Ergebnis nicht zufriedenstellend.
Die Oberflächen sind schlecht, das Werkzeug scheint mehr zu reißen, als zu schneiden und die Gratbildung ist auch zu stark.
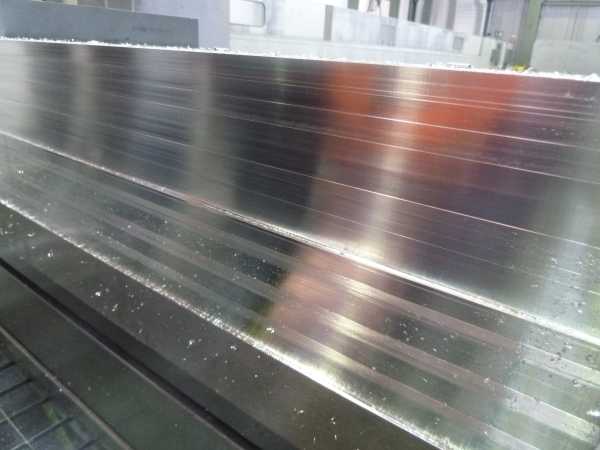
Einsatz des Fräsers am Alu Block
Als nächstes fand der Einsatz im Vollmaterial statt, da hier von weniger Schwingungen auszugehen ist. Normalerweise müsste das Ergebnis ein anderes und besseres sein.
Auch hier war das Fräsergebnis nicht besser. An der Oberfläche sind deutliche Absätze zu sehen, die nicht in Ordnung sind.

Einsatz eines vergleichbaren Fräsers
Da wir in der Vergangenheit schön einige Werkzeuge für den Kunden geliefert haben, die ohne Beanstandung laufen, haben wir beschlossen einen weiteren Versuch am Alu Block zu fahren. Dieser sollte einen direkten Verglich zeigen. Das Werkzeug ist zwar vom Durchmesser kleiner (Ø 50 mm) und auch kürzer, dennoch kann man hier durchaus Rückschlüsse ziehen.
Das Ergebnis sah tatsächlich anders aus. Es sind zwar auch hier im oberen Bereich die Absätze auf der Oberfläche zu erkennen - dies liegt aber daran, dass
a) das Werkzeug schon mehrfach instand gesetzt wurde und
b) die Wendeschneidplatten schon einige Zeit im Einsatz waren.
Für den Kunden sind diese Oberflächen aber absolut in Ordnung.
Zusammenfassung
Der Kunde benötigt das Werkzeug dringend, da bereits Aufträge im Haus sind wo es eingeplant ist. Nochmals mit der Notlösung HSS-Fräser zu arbeiten, kommt nicht in Frage da die kalkulierten Laufzeiten damit nicht zu halten sind und damit auch die Kosten aus dem Ruder laufen.
Unsere Vermutung nach den Versuchen geht in folgende Richtung. Das Werkzeug läuft mit einer ziemlich hohen Drehzahl, somit legen wir das Augenmerk auf die Auswuchtung und überprüfen zudem die Sitze der Wendeplatten und die Freiwinkel.
Das Werkzeug wurde zwischenzeitlich beim Hersteller überarbeitet, und ist auf dem Weg zum Kunden. Wie es weiter geht, darüber berichte ich in Kürze wieder hier auf dem BLOG.
Weitere Beiträge
Aktuellste Beiträge
-
Die Herausforderungen von Unternehmen aus der Branche der Zerspanung: Eine Umfrageanalyse
08.04.2024 -

Sonderwerkzeug T-Nutenfräser aus HSSE
08.03.2024 -

Effektiver Displayschutz für Touch-Bildschirme an CNC Werkzeugmaschinen
01.03.2024 -
Die Gefahr der Kundenabhängigkeit im Geschäftsleben: Ein schleichender Prozess mit verheerenden Folgen
15.12.2023 -

CNC-Lohnfertiger der Zukunft: Strategische Weichenstellungen für nachhaltigen Erfolg
08.11.2023
Kategorien
- Dies & Das (20)
- Optimierung (55)
- Schleifen & Beschichten (9)
- Sonderwerkzeuge (67)
- Technologie (14)
- Tipps & Ideen (30)
- Strategie (32)
Archiv
- April 2024 (1)
- März 2024 (3)
- Dezember 2023 (1)
- November 2023 (1)
- Oktober 2023 (4)
- September 2023 (1)
- August 2023 (3)
- Juli 2023 (1)
- Juni 2023 (7)
- Mai 2023 (4)
- April 2023 (2)
- März 2023 (2)
- Dezember 2022 (1)
- November 2022 (2)
- September 2022 (2)
- August 2022 (4)
- Mai 2022 (3)
- Februar 2022 (3)
- Januar 2022 (3)
- November 2021 (2)
- Oktober 2021 (2)
- September 2021 (2)
- August 2021 (2)
- Juli 2021 (2)
- Juni 2021 (3)
- Mai 2021 (4)
- April 2021 (2)
- März 2021 (3)
- Februar 2021 (6)
- Januar 2021 (2)
- Dezember 2020 (1)
- November 2020 (1)
- Oktober 2020 (2)
- September 2020 (2)
- August 2020 (2)
- Juli 2020 (4)
- Juni 2020 (4)
- Mai 2020 (2)
- April 2020 (4)
- März 2020 (6)
- Februar 2020 (3)
- Dezember 2019 (1)
- November 2019 (2)
- September 2019 (3)
- August 2019 (1)
- Juni 2019 (1)
- März 2019 (5)
- Februar 2019 (4)
- Dezember 2018 (3)
- November 2018 (2)
- Oktober 2018 (4)
- September 2018 (2)
- Juli 2018 (1)
- Juni 2018 (6)
- Mai 2018 (4)
- April 2018 (1)
- März 2018 (2)
- Februar 2018 (3)
- Dezember 2017 (1)
- Oktober 2017 (5)
- August 2017 (1)
- Juni 2017 (2)
- März 2017 (4)
- Februar 2017 (6)
- Januar 2017 (4)
- Dezember 2016 (1)
- November 2016 (1)
- Oktober 2016 (1)
- September 2016 (2)
- August 2016 (3)
- Juli 2016 (2)
- Juni 2016 (3)
- Mai 2016 (5)
- April 2016 (2)
- März 2016 (4)
- Februar 2016 (3)
- Januar 2016 (1)
- Dezember 2015 (2)
- November 2015 (2)
- Oktober 2015 (1)
- September 2015 (3)
- August 2015 (5)
- Juli 2015 (3)
- Juni 2015 (3)
- Mai 2015 (1)
- April 2015 (1)
- März 2015 (4)